




































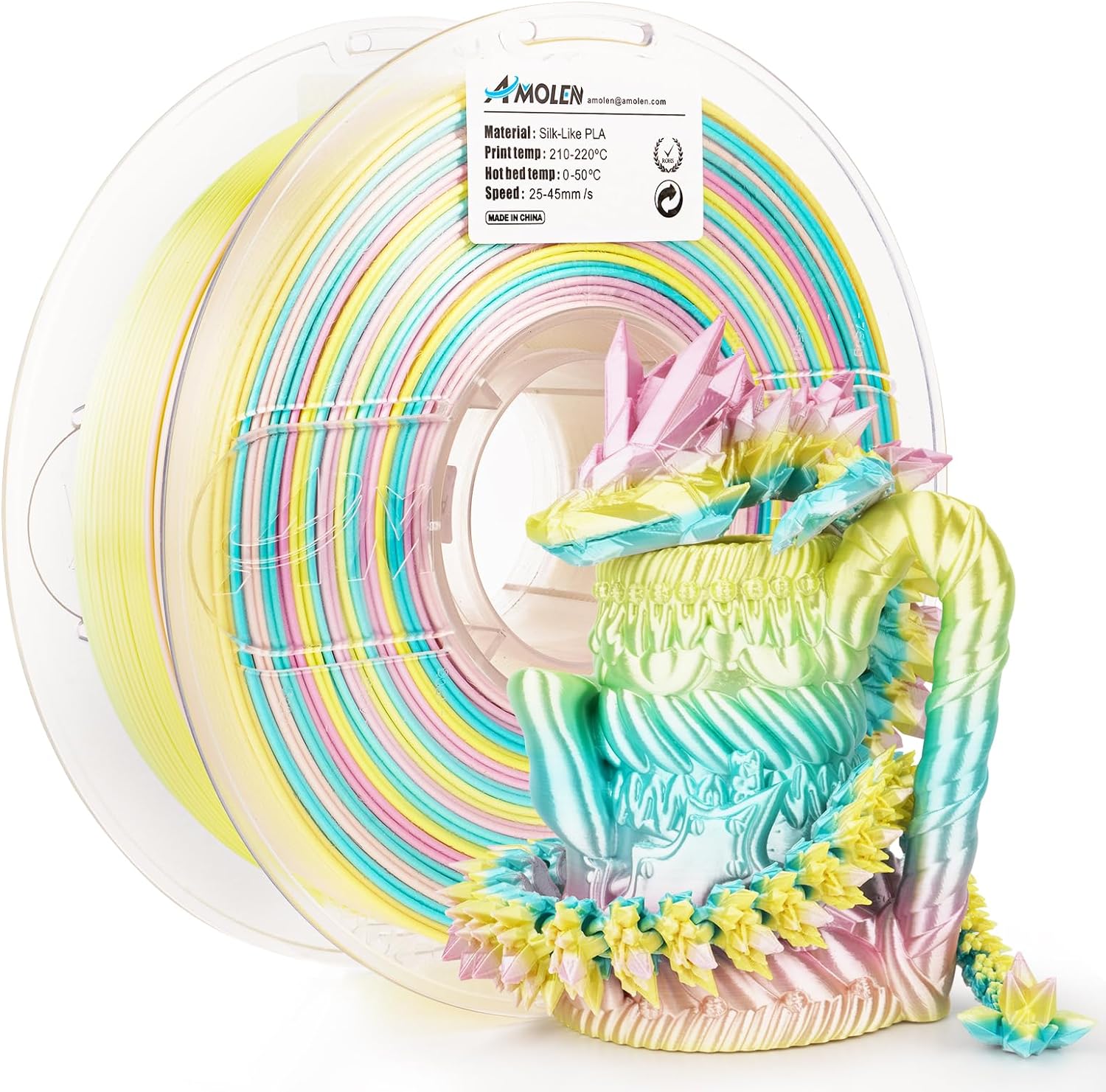
















PLA Silk Rainbow 1.75mm, 1KG/2.2LB

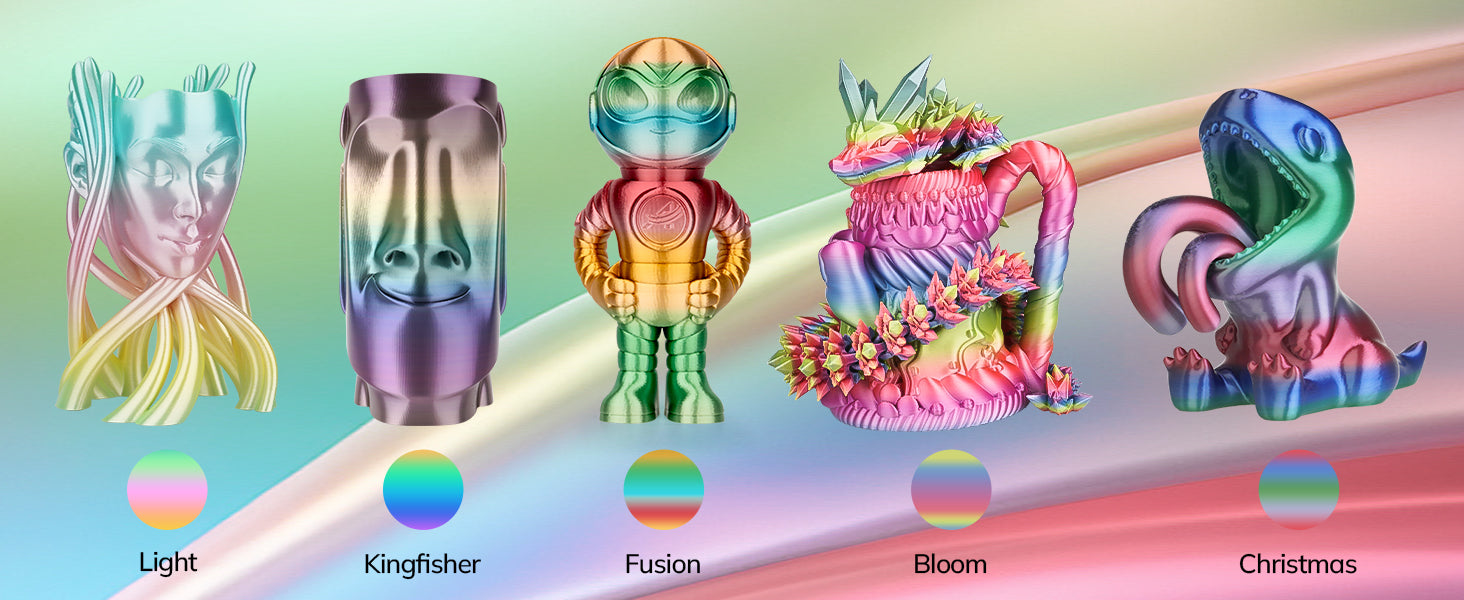
Silk Rainbow
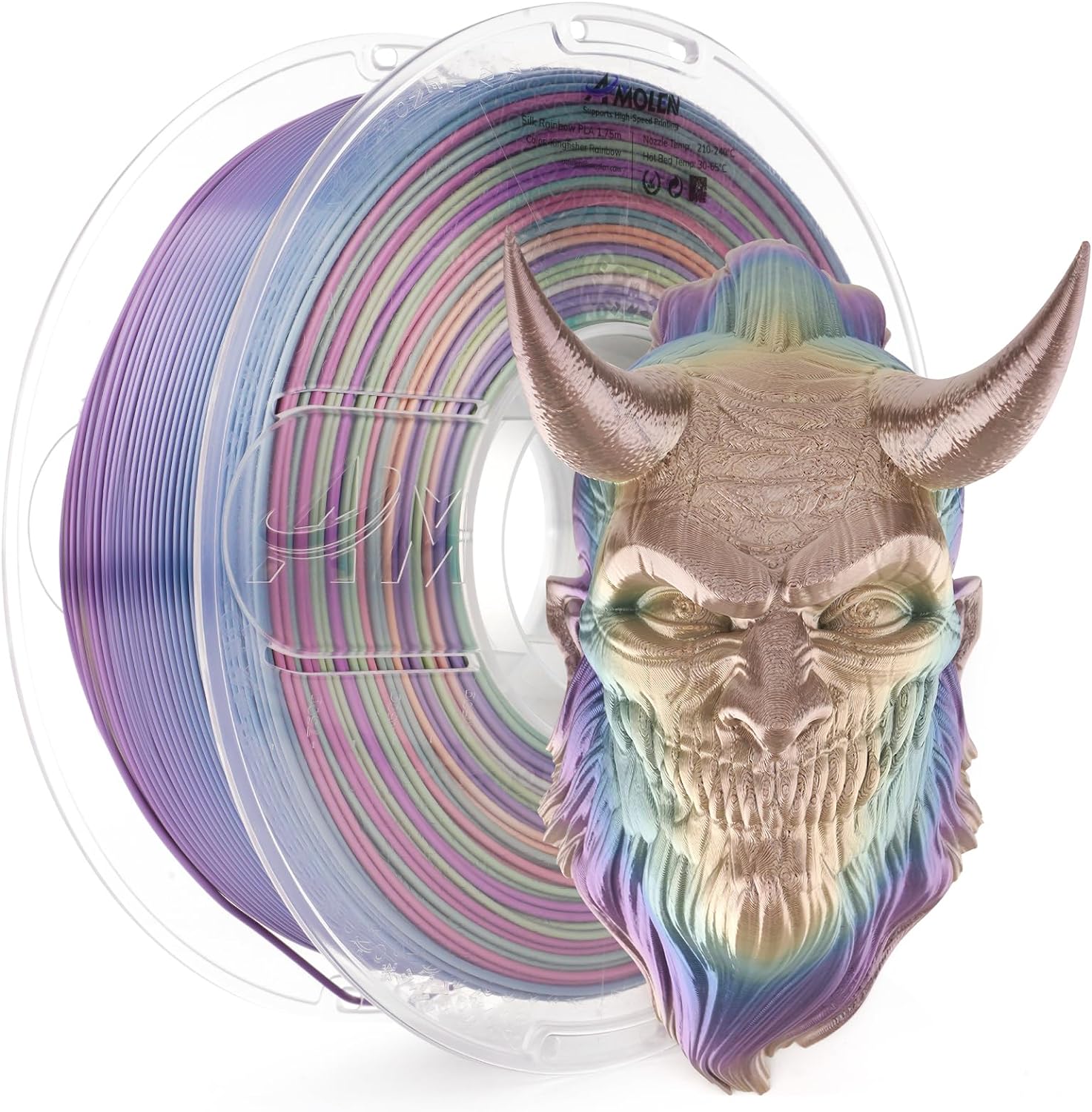
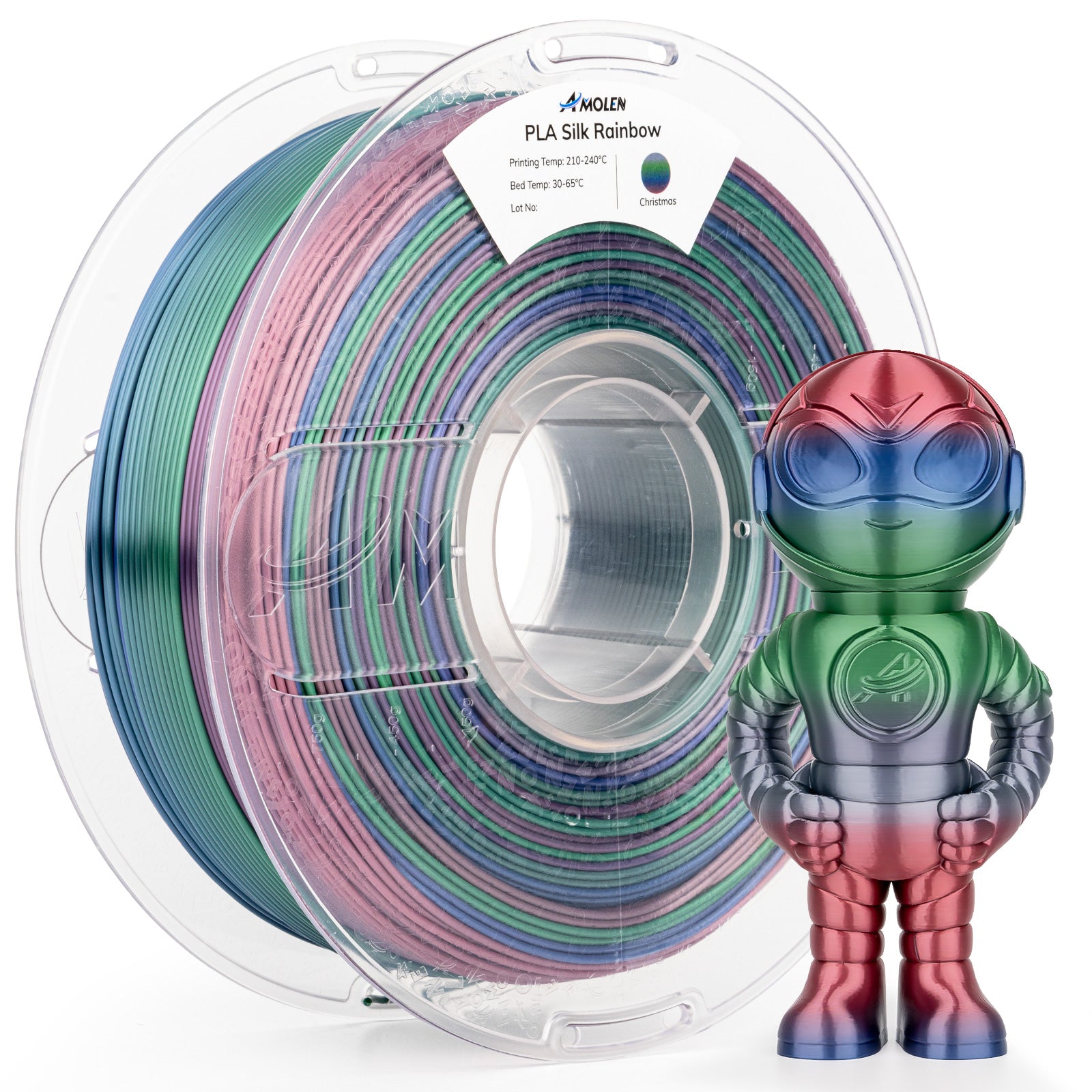
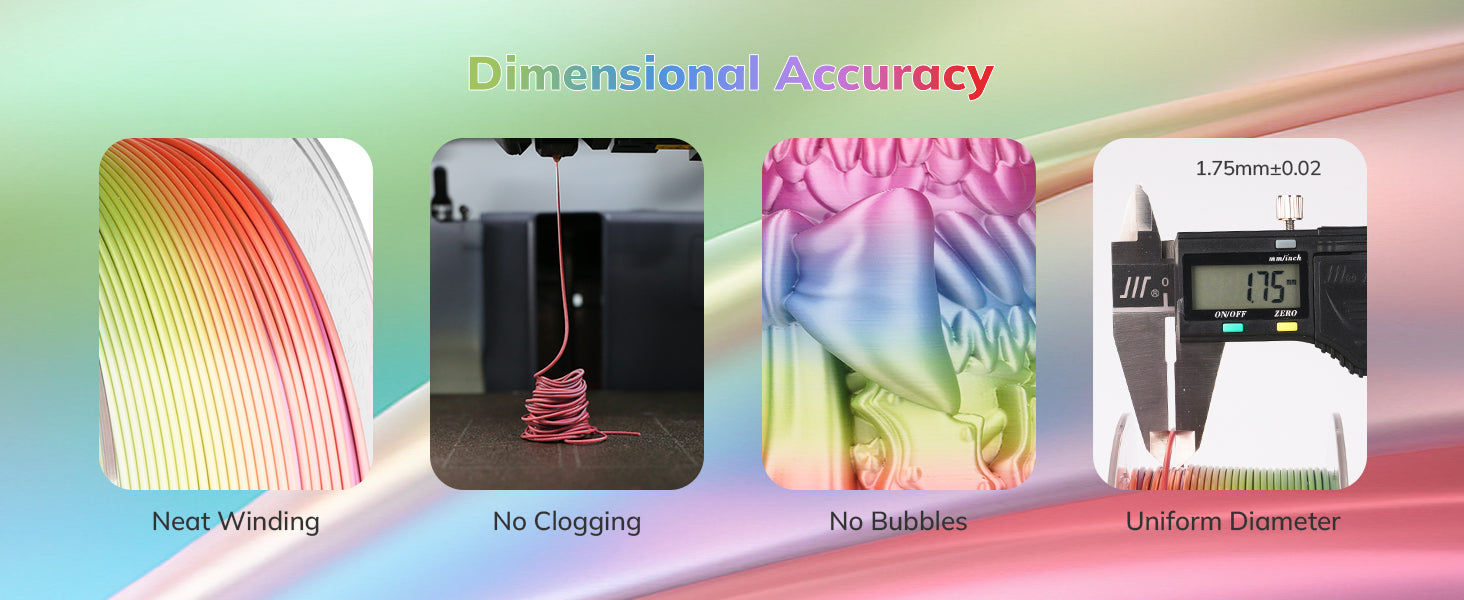
Elevate your 3D printing projects with our PLA Silk Rainbow filament, designed to deliver a vibrant, multicolor finish. Engineered for smooth, bubble-free, and jam-free performance, this eco-friendly filament ensures high-quality results for both professionals and hobbyists.


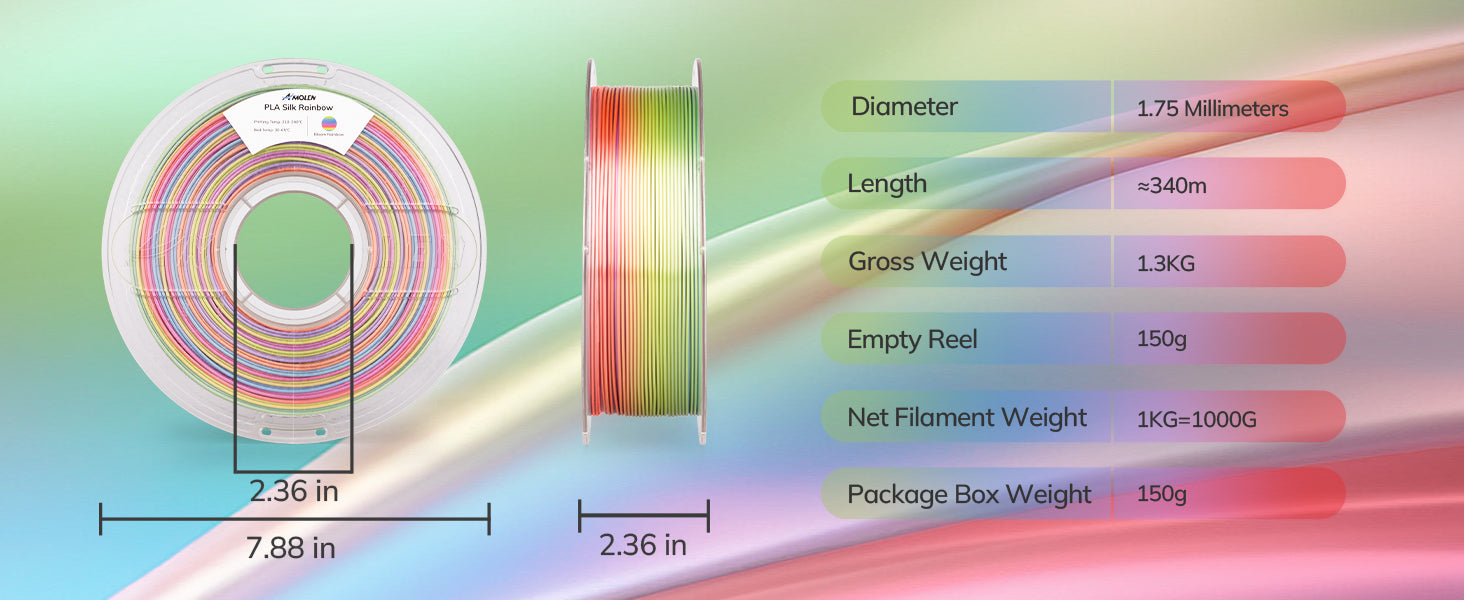

Specifications
Recommended Printing Settings
• Drying Settings: 55 ± 5 °C for 6–8 hours
• Bed Temperature (Varies by Printer and Plate Types): 30–65°C
• Printing Humidity: < 20% RH (sealed with desiccant recommended)
• Nozzle Temperature: 210 – 240 °C
• Bed Surface Compatibility: PEI, glass bed, textured surface, with or without glue
• Printing Speed: < 200 mm/s
• Retraction Settings: 0.8 – 1.2 mm @ 25–40 mm/s
• Cooling Fan: On
Physical Properties
• Density: 1.28 ± 0.02 g/cm³
• Melt Index: 11 ± 2 g/10 min @ 210 °C, 2.16 kg
• Melting Temperature: 155 – 158 °C
• Glass Transition Temperature: 56 – 58 °C
• Vicat Softening Temperature: 60 – 62 °C
• Heat Deflection Temperature: 54 – 58 °C (at 0.45 MPa)
Mechanical Properties (XY Axis Values)
• Tensile Strength: 33 ± 3 MPa
• Elongation at Break: 8 ± 2 %
• Flexural Modulus: 2550 ± 150 MPa
• Flexural Strength: 71 ± 4 MPa
• Impact Strength (unnotched, XY): 30 ± 5 kJ/m²
• Drying Settings: 55 ± 5 °C for 6–8 hours
• Bed Temperature (Varies by Printer and Plate Types): 30–65°C
• Printing Humidity: < 20% RH (sealed with desiccant recommended)
• Nozzle Temperature: 210 – 240 °C
• Bed Surface Compatibility: PEI, glass bed, textured surface, with or without glue
• Printing Speed: < 200 mm/s
• Retraction Settings: 0.8 – 1.2 mm @ 25–40 mm/s
• Cooling Fan: On
• Density: 1.28 ± 0.02 g/cm³
• Melt Index: 11 ± 2 g/10 min @ 210 °C, 2.16 kg
• Melting Temperature: 155 – 158 °C
• Glass Transition Temperature: 56 – 58 °C
• Vicat Softening Temperature: 60 – 62 °C
• Heat Deflection Temperature: 54 – 58 °C (at 0.45 MPa)
• Tensile Strength: 33 ± 3 MPa
• Elongation at Break: 8 ± 2 %
• Flexural Modulus: 2550 ± 150 MPa
• Flexural Strength: 71 ± 4 MPa
• Impact Strength (unnotched, XY): 30 ± 5 kJ/m²
Other Information
• Odor: Low odor during printing
• Composition: 100% PLA, made from virgin-grade raw material
• Certifications: RoHS, REACH, EN71 compliant
• Storage: Store in cool, dry conditions; reseal with desiccant when not in use
• Shelf Life: 12–18 months in sealed condition
Testing Conditions Note
All mechanical properties were measured using specimens printed in the XY direction at 100% infill, with a 0.4mm nozzle, dried at 50°C for 6 hours prior to testing. No annealing was applied.
Disclaimer
The values provided represent typical results from internal testing under standard conditions. Variations may occur depending on printer, model design, slicing parameters, and environmental factors. These values are for reference only and do not constitute a performance guarantee.
• Odor: Low odor during printing
• Composition: 100% PLA, made from virgin-grade raw material
• Certifications: RoHS, REACH, EN71 compliant
• Storage: Store in cool, dry conditions; reseal with desiccant when not in use
• Shelf Life: 12–18 months in sealed condition
All mechanical properties were measured using specimens printed in the XY direction at 100% infill, with a 0.4mm nozzle, dried at 50°C for 6 hours prior to testing. No annealing was applied.
The values provided represent typical results from internal testing under standard conditions. Variations may occur depending on printer, model design, slicing parameters, and environmental factors. These values are for reference only and do not constitute a performance guarantee.